

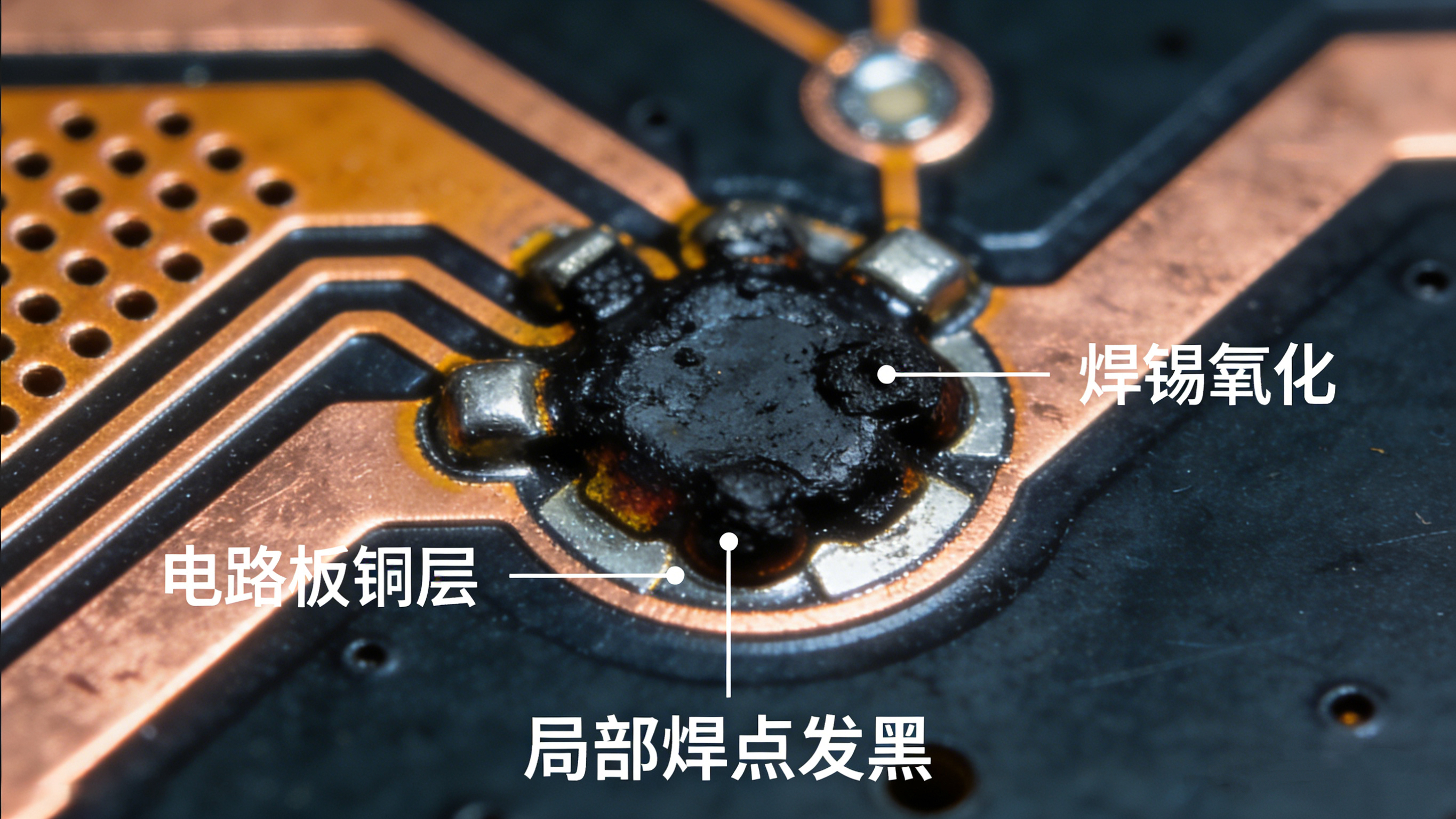
在SMT批量生产中,同一批次PCB出现局部焊点发黑、无光泽,是回流焊工序中高频出现的质量缺陷。这类焊点不仅影响产品外观,更隐藏着严重隐患——发黑、无光泽往往意味着焊点氧化、合金层异常,会降低焊点的机械强度和电气导通性,后续产品在使用中易出现虚焊、焊点脱落,引发设备功能失效。
很多人遇到这类问题会盲目调整焊膏或PCB物料,却忽略了核心原因:回流焊的预热、升温、峰值、降温四个阶段,任一阶段参数异常或操作不当,都可能导致局部焊点发黑。本文结合产线实操,拆解回流焊各阶段与焊点发黑的关联,帮大家快速定位问题、解决问题,避免批量不良扩大,兼顾通俗性和实操性,适合产线人员直接参考。
首先要明确:正常焊点应呈现均匀的银白色或亮锡色,表面光滑有光泽。局部焊点发黑、无光泽,核心是焊点在高温过程中发生过度氧化,或焊膏助焊剂反应不充分,而这两种情况,都与回流焊各阶段的温度、时间设置直接相关。
一、最常见:预热阶段异常(占比60%以上)
预热阶段是回流焊的第一步,核心作用是让焊膏中的助焊剂缓慢挥发、激活活性,同时让PCB和元器件均匀升温,避免后续高温冲击。若此阶段参数异常,是导致局部焊点发黑的最主要原因。
一是预热温度过低或时间过短。正常预热温度应控制在150-180℃,保温60-90秒。若温度低于150℃、时间不足60秒,助焊剂无法充分挥发,残留的助焊剂会在后续高温阶段碳化,附着在焊点表面,导致焊点发黑、无光泽。尤其局部区域(如PCB边缘、元器件密集处),若预热不均匀,该区域助焊剂残留更多,发黑现象更明显。
二是预热阶段炉内氧气含量过高。助焊剂的核心作用之一是隔绝空气、防止焊点氧化,若预热时炉内氧气含量超过500ppm,助焊剂未充分激活,无法形成有效保护,焊点表面会提前氧化,出现发黑痕迹。这种情况多发生在回流焊氮气保护系统异常,局部区域氮气未覆盖到位时。
二、易忽视:升温阶段速率过快
升温阶段是从预热温度升至焊膏熔点(无铅焊膏约217℃)的过程,正常升温速率应控制在1-2℃/s。若升温速率过快(超过3℃/s),会导致局部焊点温度骤升,引发两个问题:
一方面,助焊剂挥发速度过快,来不及充分覆盖焊点表面,焊点暴露在空气中被快速氧化,出现发黑;另一方面,焊膏中的锡粉颗粒未充分熔融,与助焊剂反应不彻底,焊点表面粗糙、无光泽,甚至出现局部发黑斑点。尤其PCB局部散热不均(如靠近大功率元器件区域),升温速率会更快,发黑现象更突出。
三、致命性:峰值温度过高或保温时间过长
峰值温度和保温时间,是回流焊最关键的参数,直接决定焊点质量。若此阶段异常,不仅会导致焊点发黑,还会损坏元器件,属于致命性问题。
正常无铅焊膏的峰值温度应控制在240±5℃,保温时间10-20秒。若峰值温度超过250℃,或保温时间超过25秒,会导致焊点过度熔融,焊锡表面氧化加剧,形成黑色氧化层;同时,助焊剂会过度碳化,牢牢附着在焊点表面,导致焊点发黑、无光泽。
更严重的是,局部峰值温度过高(如炉内热风循环不均,局部区域温度偏高),会导致焊点合金层异常增厚,不仅发黑,还会降低焊点的机械强度,后续易出现开裂。这种情况多发生在回流焊加热管损坏、热风风扇故障,导致局部温度失控。
四、收尾隐患:降温阶段速率过慢
降温阶段是焊点从峰值温度冷却至室温的过程,正常降温速率应控制在2-3℃/s。若降温速率过慢(低于2℃/s),焊点冷却时间过长,会导致焊锡表面长时间暴露在高温空气中,发生二次氧化,出现发黑、无光泽的现象。
尤其局部区域(如PCB厚铜区域、大型元器件底部),散热速度本身较慢,若降温速率再放慢,氧化现象会更明显,形成局部发黑的痕迹。此外,降温阶段炉内氧气含量过高,也会加剧焊点氧化,雪上加霜。
五、快速排查与解决建议(产线实操可用)
遇到局部焊点发黑,可按以下步骤排查:第一步,用炉温测试仪检测发黑区域的实际炉温曲线,对比标准曲线,看是否存在预热不足、升温过快、峰值过高或降温过慢;第二步,检查回流焊氮气保护系统,确保炉内氧气含量低于500ppm,局部区域氮气覆盖到位;第三步,清洁回流焊加热管和热风风扇,排查是否存在局部温度不均。
解决方法很简单:针对性调整对应阶段参数,恢复标准曲线;检查氮气系统,确保局部覆盖无死角;定期清洁设备,保证炉内温度均匀。同时,可适当增加助焊剂活性,辅助减少焊点氧化。
六、结语
同一批次PCB局部焊点发黑、无光泽,核心是回流焊某一阶段参数异常,导致焊点氧化或助焊剂碳化,其中预热阶段异常最为常见。只要精准定位回流焊各阶段的问题,针对性调整参数、排查设备故障,就能快速解决这类缺陷。
对于SMT产线而言,定期校准炉温、检查设备状态,能有效避免这类批量质量问题,既减少返工成本,又能保障焊点可靠性。掌握回流焊各阶段的参数要求,就能轻松应对局部焊点发黑的难题,守住生产质量防线。
凯胜电子为您提供从PCB线路板设计,PCB设计,PCB制作打样、PCBA加工、SMT贴片加工、电路板焊接、PCBA代工代料等一站式PCBA服务,为客户提供一条龙服务,让客户省心放心,同时也大大节约了客户的开发成本。



