

在表面贴装技术(SMT)规模化生产中,焊点作为电子元器件与 PCB 板的核心连接点,其质量直接关系到电子产品的稳定性与使用寿命。随着电子设备向小型化、高密度、高集成度方向发展,SMT 焊点的尺寸不断缩小,工艺窗口持续收窄,焊点缺陷的防控难度显著提升。实际生产中,虚焊、桥连、立碑、锡珠、拉尖、冷焊、焊点空洞、润湿不良等缺陷频发,不仅导致返工率上升、生产成本增加,更可能引发批量性质量隐患,影响终端产品的市场口碑。本文结合多年生产实操与工艺优化经验,系统剖析核心缺陷的深层成因,提供可落地的精准修复策略,并构建全流程预防管控体系,助力企业将焊点缺陷率控制在 0.1% 以下。
一、核心焊点缺陷的成因溯源
(一)虚焊:隐形的接触隐患
虚焊是 SMT 生产中最隐蔽且危害最大的缺陷之一,表现为焊点外观饱满光滑,但内部焊料与焊盘、引脚未形成可靠的冶金结合,通电后易出现信号中断、发热异常等问题,严重时导致产品失效。其深层成因可分为四类:
1. 原材料问题:锡膏开封后未按要求(0-10℃)冷藏储存,或超过 6 个月保质期,导致助焊剂活性下降、焊料氧化,润湿能力显著降低;元器件引脚(尤其是镀金、镀锡引脚)长期暴露在湿度>60% 的环境中,表面形成氧化膜;PCB 焊盘残留阻焊剂、油污或手指印,污染表面。
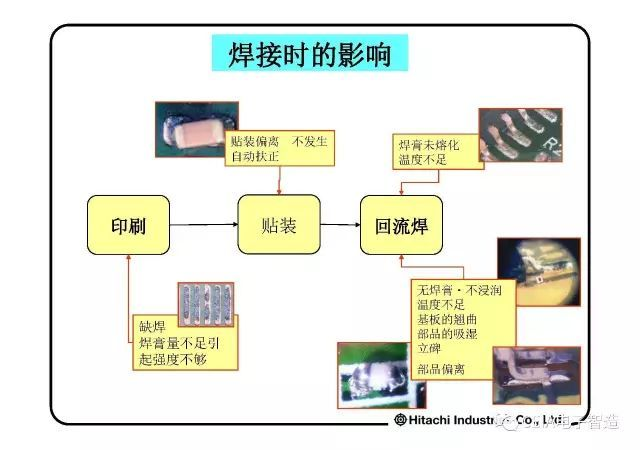
2. 工艺参数偏差:回流焊温度曲线设计不合理,峰值温度低于锡膏熔点(有铅锡膏约 217℃,无铅锡膏约 220℃),或保温阶段(183℃以上)时间不足 60 秒,焊料未能充分熔融并扩散;贴装设备压力参数设置过小(低于 0.1MPa),元器件与焊盘接触间隙超过 0.03mm,焊料无法有效填充缝隙。
3. 设计与选型缺陷:焊盘尺寸过小(小于元器件引脚宽度的 80%),导致焊料铺展面积不足;锡膏选型不当,如高温应用场景选用低温锡膏,或细间距焊点使用粗颗粒锡膏(颗粒直径>50μm)。
4. 环境因素:生产车间湿度超标(>65%),加速焊盘与引脚氧化;空气中粉尘含量过高,污染锡膏或焊盘表面。
(二)桥连:相邻焊点的 “短路陷阱”
桥连指相邻两个或多个焊点被多余焊料形成的锡桥连接,直接引发电路短路,在细间距(Pitch<0.5mm)元器件(如 QFP、BGA)生产中尤为常见。主要成因包括:
1. 钢网设计与制作问题:钢网开孔尺寸过大(超过焊盘尺寸 10% 以上),或相邻开孔间距过小(小于 0.3mm),导致锡膏印刷过量;钢网厚度选择不当(细间距焊点选用>0.12mm 厚钢网),印刷后锡膏量超标。
2. 贴装与印刷偏差:贴装设备 X/Y 轴定位精度误差超过 ±0.05mm,导致元器件引脚偏移至相邻焊盘;印刷机刮刀压力过大(>0.3MPa)或速度过快(>50mm/s),锡膏被挤压溢出焊盘;PCB 板定位不精准,印刷时焊盘与钢网开孔错位。
3. 回流焊工艺不当:升温速率过快(超过 3℃/ 秒),焊料流动性过强而溢出;冷却阶段降温速率过慢(<2℃/ 秒),焊料凝固前持续流动形成锡桥;回流焊炉内氮气保护不足(氧含量>500ppm),焊料表面张力下降,流动性异常。
4. 锡膏特性问题:锡膏粘度偏低(<800Pa・s),印刷后出现塌边、漫流现象;助焊剂含量过高(超过 12%),导致焊料铺展过度。
(三)立碑:小型元件的 “倾斜难题”
立碑现象(又称 “墓碑效应”)多发生在 0402、0603 等片式无源元件上,表现为元件一端翘起,仅另一端与焊盘连接,严重影响电气连接可靠性。核心原因可归结为 “受力不平衡” 与 “受热不均”:
1. 焊盘设计缺陷:PCB 焊盘设计不对称,两端焊盘面积差异超过 20%,导致焊料熔化后表面张力不平衡;焊盘间距过大(超过元件长度的 1.2 倍),元件易发生偏移。
2. 受热与贴装偏差:回流焊时元件两端受热不均,温差超过 5℃,一侧焊料先熔化产生向上的拉力;贴装时元件中心偏移,重心偏向一侧,焊料熔化后张力牵引元件翘起;贴装压力过小(<0.08MPa),元件与一侧焊盘接触不充分。
3. 锡膏印刷不均:钢网对应元件两端的开孔尺寸不一致,导致锡膏印刷量差异超过 10%;印刷机刮刀磨损不均,造成局部锡膏量偏差。
4. 元件与 PCB 特性:元件引脚可焊性差异(两端引脚镀层厚度不一致),导致润湿速度不同;PCB 板翘曲(翘曲度>0.3mm/m),高温下焊盘与元件接触不良,受力不均。
(四)锡珠与拉尖:影响性能的 “细节缺陷”
锡珠是散落在焊盘周围的微小锡粒(直径>0.1mm),易造成隐性短路;拉尖则是焊点末端出现尖锐凸起,可能导致电场集中、爬电距离不足。其成因包括:
1. 锡膏与印刷问题:锡膏中助焊剂含量过高或挥发速度过快,高温下产生剧烈气体,将熔融焊料吹散形成锡珠;锡膏颗粒度不均(细间距焊点使用颗粒直径>45μm 锡膏),印刷后出现团聚溢出;钢网开孔边缘有毛刺,印刷时锡膏被刮成碎屑,回流后形成锡珠。
2. 回流焊工艺不当:预热阶段不充分(温度低于 150℃或时间不足 60 秒),助焊剂未完全挥发,高温下剧烈沸腾导致焊料飞溅;峰值温度过高(超过锡膏熔点 40℃以上),焊料过度熔化后飞溅;回流焊炉内气流紊乱,将熔融锡粒吹至焊盘周围。
3. 手工焊接操作不规范:烙铁温度过高(超过 380℃)或焊接时间过长(>5 秒),导致焊料过度润湿并拉拽形成尖刺;烙铁头形状不当(细间距焊点使用宽烙铁头),焊接时焊料分布不均;撤离烙铁时方向倾斜,拖曳焊料形成拉尖。
4. 元件与焊盘污染:元器件引脚或焊盘表面残留油污、氧化层,导致焊料润湿不良,凝固时形成不规则凸起。
(五)新增核心缺陷:冷焊、焊点空洞与润湿不良
1. 冷焊:表现为焊点灰暗、粗糙,无光泽,焊料与焊盘结合不紧密。成因包括:回流焊峰值温度过低(低于锡膏熔点 10℃以下),焊料未完全熔融;焊接时间过短,焊料与焊盘未充分扩散反应;烙铁头温度不足,手工焊接时焊料未完全熔化。
2. 焊点空洞:焊点内部出现气泡状空隙,影响机械强度与导热导电性。主要成因:锡膏中水分或挥发性物质含量过高,高温下挥发形成气体;PCB 焊盘或元件引脚氧化严重,焊接时产生氧化物气体;回流焊预热不充分,助焊剂挥发气体无法及时排出;锡膏印刷后放置时间过长(超过 2 小时),吸收空气中水分。
3. 润湿不良:焊料在焊盘上无法充分铺展,表现为焊点呈球状,与焊盘接触面积过小。成因包括:焊盘或引脚氧化、污染严重;锡膏活性不足;回流焊温度过低或保温时间不足;助焊剂选型不当,与焊料、焊盘材质不匹配。
二、分场景精准修复操作指南
(一)虚焊修复:重建可靠冶金结合
虚焊修复的核心是 “清除污染、充分熔融、确保接触”,操作步骤需严格遵循 “预处理 - 补焊 - 检测” 流程:
1. 表面预处理:用无水乙醇或 PCB 专用清洗剂(如 IPA 清洗剂)浸泡棉签,轻轻擦拭焊盘与元件引脚,去除氧化层和污染物;对氧化严重的引脚,采用微型电烙铁(功率 20W)蘸取少量助焊剂,进行局部镀锡处理,镀层厚度控制在 0.02-0.05mm;若焊盘残留阻焊剂,用小型刮刀轻轻刮除,避免损伤焊盘铜箔。
2. 补焊执行:选用恒温热风枪(温度 320-350℃,风速 2-3 级),配合专用喷嘴环绕加热焊点,避免局部过热;待原有焊料完全熔化后,用细针头(直径 0.1mm)蘸取微量优质锡膏(与原生产用锡膏型号一致),均匀涂抹在焊盘与引脚接触面;保持热风枪加热 3-5 秒,确保焊料充分润湿并形成光滑饱满的焊点;手工补焊时,选用细尖烙铁头(尖头直径 0.3mm),温度设置为 300-320℃,焊接时间控制在 3-4 秒,避免长时间加热损坏元件。
3. 工艺校准与检测:重新优化回流焊温度曲线,有铅锡膏峰值温度控制在 237-247℃,无铅锡膏控制在 245-255℃,保温时间维持 60-90 秒,温度波动不超过 ±5℃;修复后用万用表检测焊点导通性,采用 X 光检测(X-Ray)检查内部冶金结合状态,确保无隐性空隙。
(二)桥连修复:分离短路焊点
桥连修复需 “精准清理多余焊料”,同时避免损伤周边元件与 PCB 板:
1. 手工清理操作:选用细尖烙铁(温度 300-320℃)配合 0.1mm 规格吸锡线,轻轻贴近桥连部位,待焊料熔化后,利用吸锡线的毛细作用吸附多余焊料;操作时保持烙铁头与焊盘平行,压力控制在 0.05MPa 以下,避免刮伤 PCB 绿油;清理细间距焊点时,可在桥连部位涂抹少量助焊剂,增强焊料流动性,便于吸锡线吸附。
2. 自动化修复(批量缺陷):对于批量桥连缺陷,采用选择性波峰焊设备,设置针对性的焊接参数(温度 300-310℃,焊接时间 2-3 秒),精准清除多余焊料;或使用激光焊锡设备,聚焦光束熔化桥连锡膏,配合真空吸嘴吸除多余焊料。
3. 工艺调整与验证:更换精准开孔的钢网,细间距焊点钢网厚度选用 0.1mm 以下,相邻开孔间距≥0.3mm,开孔尺寸比焊盘实际尺寸小 5-10%;调整贴片机定位参数,将 X/Y 轴精度误差控制在 ±0.03mm 以内;优化回流焊曲线,升温速率降至 1-2℃/ 秒,冷却速率控制在 2-3℃/ 秒;修复后通过 AOI 检测(检测精度≥0.02mm)验证焊点间距,确保无残留锡桥。
(三)立碑修复:校正元件姿态
立碑修复的关键是 “恢复元件平衡”,同时从根源优化工艺参数:
1. 即时修复操作:用防静电镊子轻轻按压翘起的元件一端,保持压力(0.08-0.1MPa),同时用热风枪(温度 300-320℃,风速 1-2 级)均匀加热两端焊盘,待焊料完全熔化后,调整元件至水平位置,确保两端焊盘充分接触;加热时避免热风直接对准元件本体,防止元件损坏。
2. 根源优化措施:若焊盘设计不对称,通过补印锡膏调整两端焊料量,使体积偏差不超过 10%;对批量性立碑缺陷,联系 PCB 厂商修正焊盘设计,确保两端焊盘面积一致、间距匹配元件尺寸;优化回流焊炉温分区,调整炉内风嘴位置,确保 PCB 板面温度均匀性 ±2℃,延长预热时间至 120-150 秒,实现焊料同步熔化;调整贴装参数,将定位精度误差控制在 ±0.03mm 以内,贴装压力设置为 0.1-0.15MPa。
3. 修复后检测:用显微镜(放大倍数≥20 倍)观察元件姿态,确保两端与焊盘贴合紧密,无翘起;通过 AOI 检测验证元件偏移量,确保在允许范围内。
(四)锡珠、拉尖与新增缺陷修复
1. 锡珠修复:用防静电毛刷蘸取无水乙醇轻轻刷除散落锡珠,顽固锡珠可使用烙铁尖端蘸取少量助焊剂挑除;检查钢网开孔边缘是否有毛刺,用 1000 目砂纸轻轻打磨光滑;对批量锡珠缺陷,更换助焊剂含量 10-12% 的锡膏,优化回流焊预热曲线(150-180℃保温 90-120 秒),确保助焊剂充分挥发。
2. 拉尖修复:将烙铁温度降至 320-350℃,缩短焊接时间至 3-5 秒;焊接时确保烙铁头与焊点垂直接触,待焊料充分润湿(铺展角度<30°)后垂直撤离,避免拖曳;选用尖头烙铁头,减少焊料附着面积;修复后用烙铁轻轻按压拉尖部位,使其圆滑过渡。
3. 冷焊修复:用热风枪(温度 330-350℃)重新加热焊点,保温 5-8 秒,确保焊料完全熔融
凯胜电子为您提供从PCB线路板设计,PCB设计,PCB制作打样、PCBA加工、SMT贴片加工、电路板焊接、PCBA代工代料等一站式PCBA服务,为客户提供一条龙服务,让客户省心放心,同时也大大节约了客户的开发成本。



